夾頭是什麼?種類、功能、選用與保養完整介紹
在車床、綜合加工機、研削盤與自動化加工產線中,夾頭 Chuck 是不可或缺的核心零組件。它的主要功能,是將工件穩定、準確地固定在機台主軸或加工位置上,使刀具能在安全且穩定的狀態下進行切削、鑽孔、搪孔、攻牙或研磨等加工。
很多人會把夾頭視為「把工件夾住的工具」,但實際上,夾頭對加工品質的影響遠比想像中更大。工件是否能準確定位、加工時是否產生震動、重複加工是否能維持一致精度,甚至整條產線的生產效率,都與夾頭的設計、剛性、夾持力與使用方式密切相關。
換句話說,再高階的機台與刀具,如果沒有穩定可靠的夾持系統,也難以發揮完整加工性能。
一、夾頭的基本功能
夾頭的功能可以分為以下幾項:
1. 固定工件
夾頭最基本的作用,就是將工件牢牢固定,避免加工時因切削阻力、離心力或震動造成滑動、偏移或飛出。
2. 定位工件中心
在車削旋轉加工中,工件通常需要與主軸中心保持同心。夾頭若能提供主軸旋轉中心重複夾持精準定心,就能提升加工尺寸的一致性與真圓度表現。
3. 抑制加工震動
加工時若夾持力道不足,容易產生震動、刀痕、尺寸不穩或表面粗糙度不佳。高剛性的夾頭能協助降低震動,提高加工穩定性。
4. 提升生產效率
在量產環境中,夾頭不只是精度工具,也是效率工具。快速換爪、穩定夾持、自動化開閉與機械手臂搭配,都能縮短換線與上下料時間。
二、什麼是夾持?為什麼它如此重要?
將工件上料到夾頭上的動作,稱為「夾持」或「夾緊」。網址1也特別強調,穩定加工能否成立,很大程度取決於夾持狀態;即使機台與刀具再好,夾持不良仍會影響加工結果。
良好的夾持必須同時考慮:
- 工件材質
- 工件外徑與長度
- 工件是否薄壁
- 是否為異形件
- 加工負載大小
- 成品尺寸公差
- 同心度、真圓度、平面度、直角度等幾何要求
例如薄壁工件如果使用過高的夾持力,可能在加工前就產生變形;但若夾持力不足,又可能造成工件滑動。因此,夾頭選用並不是單純看尺寸,而是要根據加工條件做整體評估。
三、夾頭爪:影響精度的重要零件
夾頭本體通常會搭配夾爪使用。夾爪直接接觸工件,因此對夾持穩定性、重複精度與工件表面保護都有重要影響。
1. 硬爪
硬爪通常經過熱處理,具有較高硬度與耐磨性。它適合用於:
硬爪的優點是耐用、剛性高、壽命長;缺點是與工件形狀的貼合度較有限,若工件外徑或形狀變化較大,可能需要改用其他夾持方式。
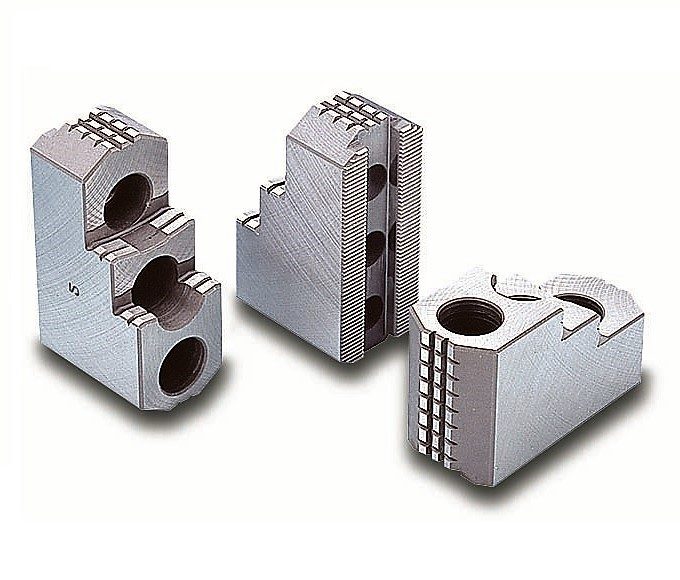
2. 生爪

生爪未經高硬度熱處理,可依照工件外形自行加工成形。它適合用於:
- 精密加工or 二序加工
- 薄壁工件
- 特殊形狀工件
- 需要高重複定位精度的工件
生爪可以依照工件外徑加工出最適合的接觸面,使夾持更平均,也能降低工件變形與偏擺,也可以隨工件材質不同選用鋁,塑鋼等材料,避免工件夾傷
四、常見夾頭種類
不同加工需求會搭配不同類型的夾頭。以下是常見種類與應用說明。
1. 手動三爪夾頭
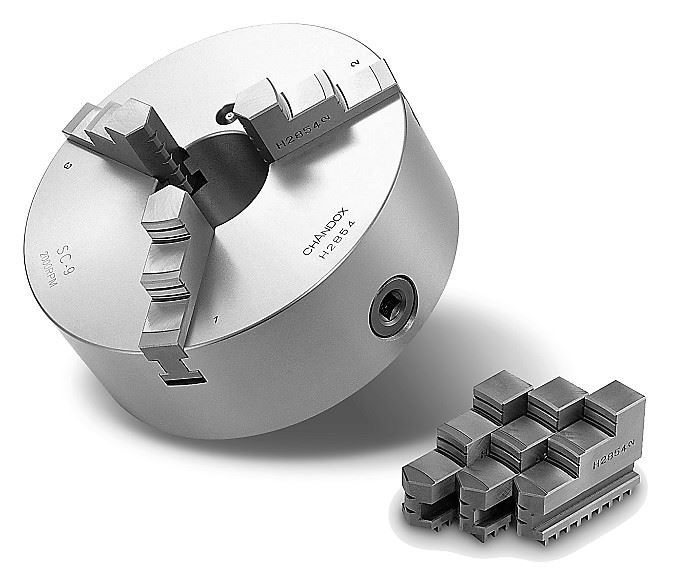
三爪夾頭是最常見的夾頭之一。三爪連動,三點成圓可快速夾持將工件定位於中心。
特色:
- 操作簡單
- 定心快速
- 適合圓棒、圓盤類工件
- 常用於汎用車床與一般加工
適合應用:
2. 四爪單動夾頭
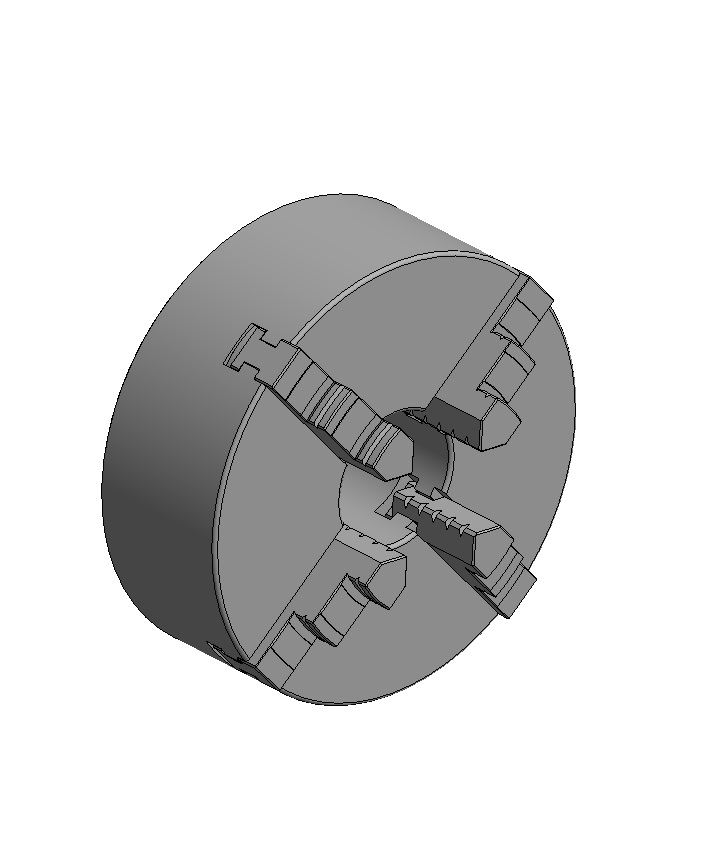
四爪單動夾頭的每一個爪可獨立調整,因此可用於夾持方形、長方形、偏心或不規則形狀工件。
特色:
- 可夾持異形工件
- 可進行偏心調整
- 適合高彈性加工
- 定心需較多人工調整
適合應用:
3. 油壓夾頭

油壓夾頭透過油壓迴轉缸驅動,可自動開閉夾爪,廣泛應用於 CNC 車床與自動化加工設備。油壓動力夾頭藉由油壓迴轉缸動力輸出讓夾頭得到完整的夾持力,減輕人員工作的疲勞度,達成自動化的目的。
特色:
- 夾持力穩定
- 適合自動化
- 加工節拍固定
- 適合量產環境
適合應用:
- CNC 車床
- 自動上下料系統
- 大量生產
- 高效率加工產線
4. 氣壓夾頭

氣壓夾頭以壓縮空氣作為動力來源,但供壓源設備條件須特別講究,因空氣壓縮後會產生水(H₂O),可能會造成氣壓迴轉缸內部生鏽異常,通常工廠空氣壓縮機提供壓力源在8kg/cm²以下,夾頭須要重切削場合時比較難實現高夾持力,通常夾持力比油壓系統柔和,適合部分容易變形的工件或輕切削應用。
特色:
- 結構相對簡潔
- 反應速度快
- 適合輕量加工
- 有助於降低薄壁件變形
適合應用:
- 薄壁工件
- 輕切削
- 自動化設備
- 需要乾淨環境的加工場合
5. 筒夾夾頭

筒夾夾頭透過筒夾包覆工件外徑,接觸面積較大,能將夾持力道平均受力於工件,適合高精度、小直徑或棒材加工。
特色:
- 夾持均勻
- 偏擺小
- 適合高速加工
- 適合棒材與精密零件
適合應用:
- 小型精密零件
- 棒材加工
- 車銑複合加工
- 高同心度需求加工
- 自動送料量產加工
6. 分度夾頭

分度夾頭可配合加工角度需求進行定位,適合需要多面加工或角度加工的工件。
特色:
- 可進行角度定位
- 適合多面加工
- 可提升加工整合性
- 減少重複裝夾誤差
適合應用:
- 多面零件 例如管路閥門等…
- 鑽孔、銑削複合加工
- 需要角度定位的工件
7. 超精密夾頭

超精密夾頭主要針對高精度加工需求設計,重點在於降低工件偏擺、提升重複及調頭中二序加工無須重校夾頭,即可做到高水準幾合加工精度
特色:
- 高重複精度
- 低偏擺
- 適合精密零件
- 有助於提升表面品質
適合應用:
五、依爪數分類:二爪、三爪、四爪怎麼選?
1. 二爪夾頭
二爪夾頭常用於異形工件、方形件或需要特殊治具搭配的工件。它的特色是夾持空間彈性高,但通常需要搭配客製化爪型。
2. 三爪夾頭
三爪夾頭最適合圓形工件,具備快速定心能力,是車床加工最常見的選擇。
3. 四爪夾頭
四爪夾頭適合方形、偏心或大型工件。若為單動四爪,則每個爪可獨立調整,能應對更複雜的工件形狀。
六、如何選擇適合的夾頭?
選擇夾頭時,不能只看尺寸或價格,而應從整體加工條件判斷。
1. 工件形狀
圓形工件通常適合三爪夾頭或筒夾夾頭;方形、異形或偏心件則可能需要四爪夾頭、二爪夾頭或客製化夾持方案。
2. 工件尺寸
工件外徑、長度、重量都會影響夾頭尺寸與夾持力需求。過小的夾頭可能剛性不足,過大的夾頭則可能增加主軸負載。
3. 加工內容
粗加工需要較高剛性與夾持力;精加工則更重視偏擺、重複精度與工件變形控制。
4. 精度要求
若產品要求高同心度、真圓度或重複定位精度,應選擇精密型或超精密夾頭,並搭配適當夾爪設計。
5. 是否自動化
若產線需要機械手臂上下料、無人化生產或快速換線,油壓夾頭、氣壓夾頭或快換型夾持系統會更適合。
6. 維護便利性
夾頭長期使用後,內部滑動部位、潤滑狀態與夾爪磨耗都會影響性能。因此,維護便利性也是選型重點之一。
七、夾頭安裝常見相關零件
夾頭要正確安裝在機台上,通常會涉及以下零件:
1. 夾頭本體

負責夾持工件,是整個夾持系統的核心。
2. 法蘭或連結盤

用來連接夾頭與機台主軸。不同主軸規格需要搭配對應連結盤或法蘭。
3. 迴轉缸

油壓或氣壓動力夾頭通常需要迴轉缸提供推拉力,使夾頭能自動開閉。
4. 拉桿或連接件

用於傳遞迴轉缸與夾頭之間的動作,使夾爪完成開合。
八、夾頭保養與維護
夾頭是高負載、高頻率運作的機械零件,因此定期保養非常重要。
1. 定期潤滑
夾頭內部滑動部位需要潤滑。若潤滑不足,可能造成夾持力下降、夾爪動作不順或磨耗增加,可搭配夾持力測試器定期確認夾頭狀況。
2. 清潔切屑與油污
切屑若進入夾頭滑動部位,可能影響夾爪行程與夾持精度,因此應定期清潔。
3. 檢查夾爪磨耗
夾爪磨耗會影響接觸面與夾持穩定性。若發現工件偏擺變大或夾持不穩,應檢查夾爪狀態。
4. 確認夾持壓力
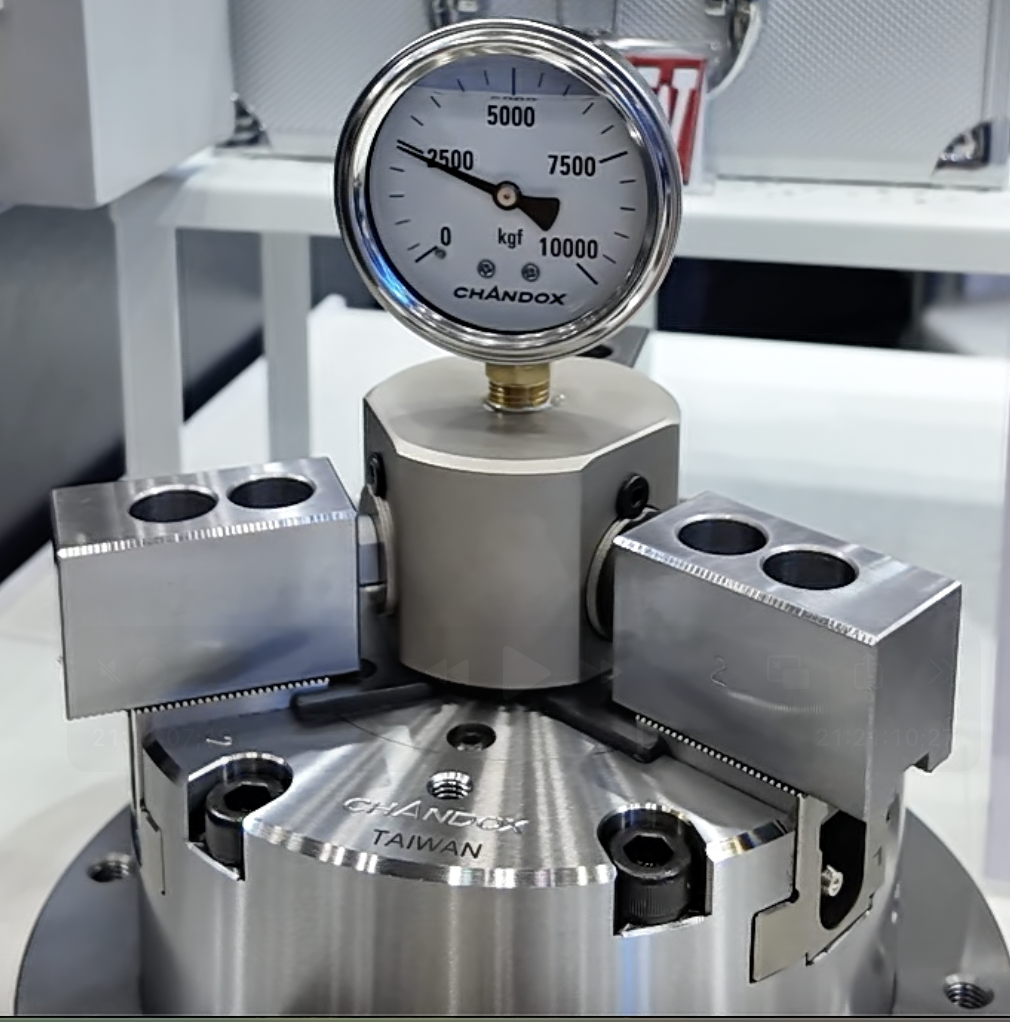
油壓或氣壓夾頭應定期確認壓力設定是否符合加工需求。壓力過高可能造成工件變形,壓力過低則可能導致工件滑動。
5. 定期檢查偏擺
對精密加工而言,夾頭偏擺會直接影響成品品質。建議定期以量錶檢查夾持後工件的跳動量。
九、現代夾頭技術趨勢
隨著製造業走向自動化與智慧化,夾頭也不再只是傳統機械零件,而是整體製程解決方案的一部分。
1. 自動化夾持
油壓與氣壓夾頭可與 CNC 控制、機械手臂、自動送料機搭配,提升產線效率。
2. 快速換爪
快速換爪設計可縮短換線時間,特別適合少量多樣生產。
3. 高精度化
精密零件需求增加,使低偏擺、高重複精度的夾頭更受重視。
4. 客製化夾持
面對異形工件、薄壁件與特殊材料,標準夾頭不一定能完全滿足需求,因此客製化設計成為重要趨勢。
5. 系統整合
夾頭、迴轉缸、拉桿、夾爪、感測元件與機台控制系統的整合,將成為高階加工產線的重要方向。